BLOGS

2026 Outlook: Innovations and Trends Shaping the Future of Aluminum Extrusions
Explore key aluminum extrusion industry trends for 2026, from advanced manufacturing techniques to sustainability efforts shaping the future of extrusion technology...

Precision Aluminum Extrusions: Applications in Firearms
Discover how aluminum extruded solids and hollow shapes in firearms enhances durability, reduces weight, and improves machining efficiency for high-performance applications in the firearms industry...
Quality Control Measures in Precision Aluminum Extrusion Manufacturing
Key Takeaways Aluminum extrusion quality control ensures consistency, precision, strength, and reliability. PPE verifies dimensions, tolerances, and surface finish through a variety of advanced inspection...

Designing with Aluminum Extrusions: Best Practices for Engineers
Define tolerances for critical features early in aluminum extrusion design early to avoid costly rework Consider material selection for extrusions based on performance needs Incorporate cost-effective aluminum extrusion design best practices to improve...
What Drives Aluminum Extrusion Tooling Costs and How to Manage Them
At PPE most aluminum extrusion tooling costs fall between $1250 and $1950, depending on part complexity. Tooling charges include a custom die and sample parts...

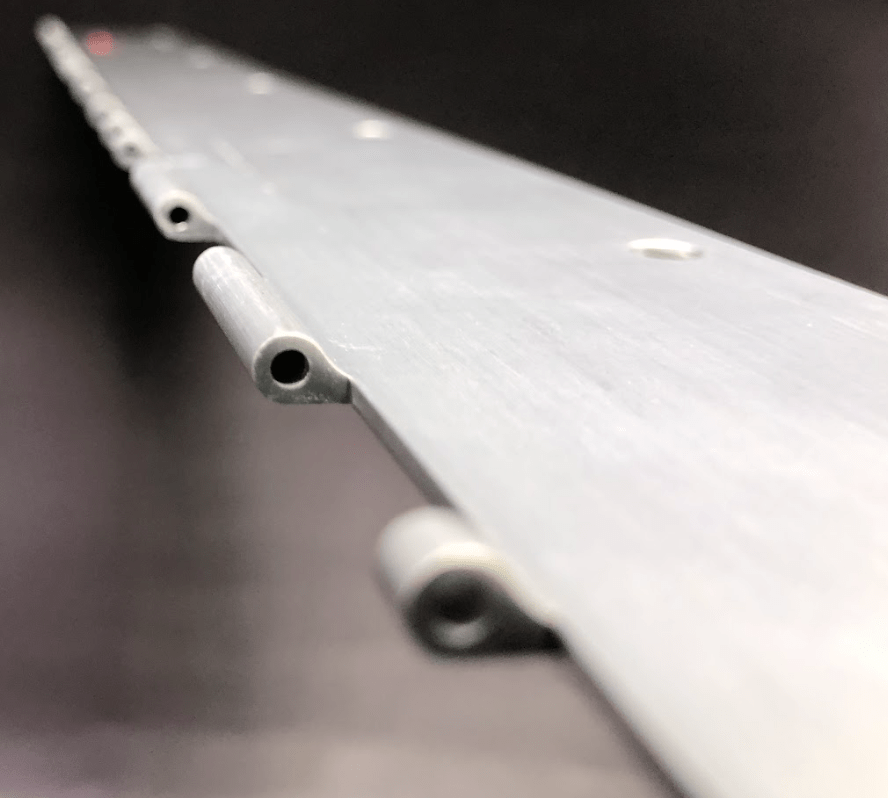
Thinking about Seamless Drawn Tubing for your project? Consider A Faster, less expensive Alternative
If you're developing a product that requires thin-wall aluminum tubing, you might be considering seamless drawn 6061-T6. While it's a solid choice for some applications...

Carbon vs. Aluminum Bike Wheels: Performance, Durability, and Cost Comparison
When evaluating materials for bike wheel construction, engineers and product teams face the tradeoffs between carbon fiber and aluminum—each with distinct implications for product performance...
Type II vs Type III Anodizing: Key Differences and Best Uses for Aluminum
When designing precision aluminum components, choosing the right anodizing process can significantly impact product performance, durability, and appearance. Two of the most common anodizing types—Type II and...
Why Engineers Choose Aluminum Extrusions : Strength, Versatility, and Sustainability Across Industries
Why Aluminum? Aluminum is one of the most widely used materials in modern manufacturing—and for good reason. Known for its impressive strength-to-weight ratio, natural corrosion...
Miniature Aluminum Extrusions in Aerospace: Precision, Lightweight Solutions for Complex Designs
Discover the role of miniature aluminum extrusions in aerospace, offering precision, lightweight properties, and the flexibility to meet the industry’s most complex design demands...
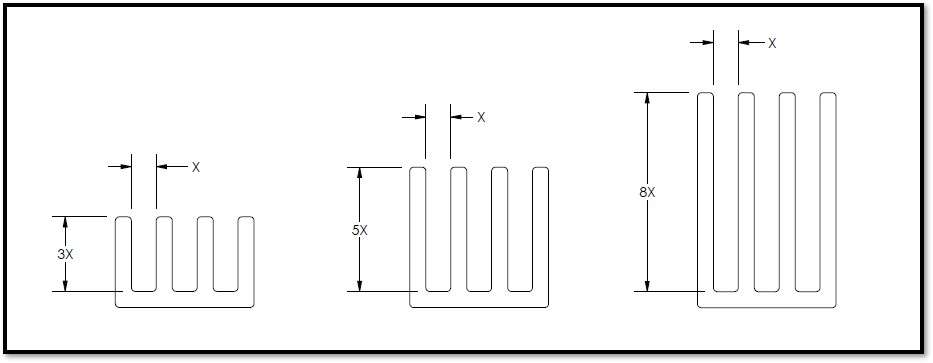
Aluminum Extrusion Tongue Ratio: How It Impacts Design Feasibility and Manufacturability
Learn how the aluminum extrusion tongue ratio affects the complexity and manufacturability of your designs. Discover key insights on optimizing your extrusion process for better...

Custom Aluminum Extrusions: Why Profile Precision Extrusions Is the Right Partner
When it comes to custom aluminum extrusions, selecting the right partner is crucial for ensuring precision, quality, and efficiency. Engineers and procurement specialists need a...
Popular Posts


