One of the most common questions we are asked is “what is the thinnest wall thickness you can extrude?” The answer really depends on a few factors. For example, the extrusion wall thickness depends on factors like the alloy and temper, whether the design is solid or hollow, and the overall size of the part the designer requires. Most commercial extrusion plants and aluminum extrusion companies consider .050″ – .065″ walls “thin.” At Profile Precision, we extrude parts with .040” walls virtually every day. Our rule of thumb for determining the minimum wall thickness starts with the alloy required for the extruded aluminum shape.
| Alloy | Minimum Wall Thickness |
| 3003 | .020” |
| 6063 | .025” |
| 6061 | .030” |
Alloys and Extrusions
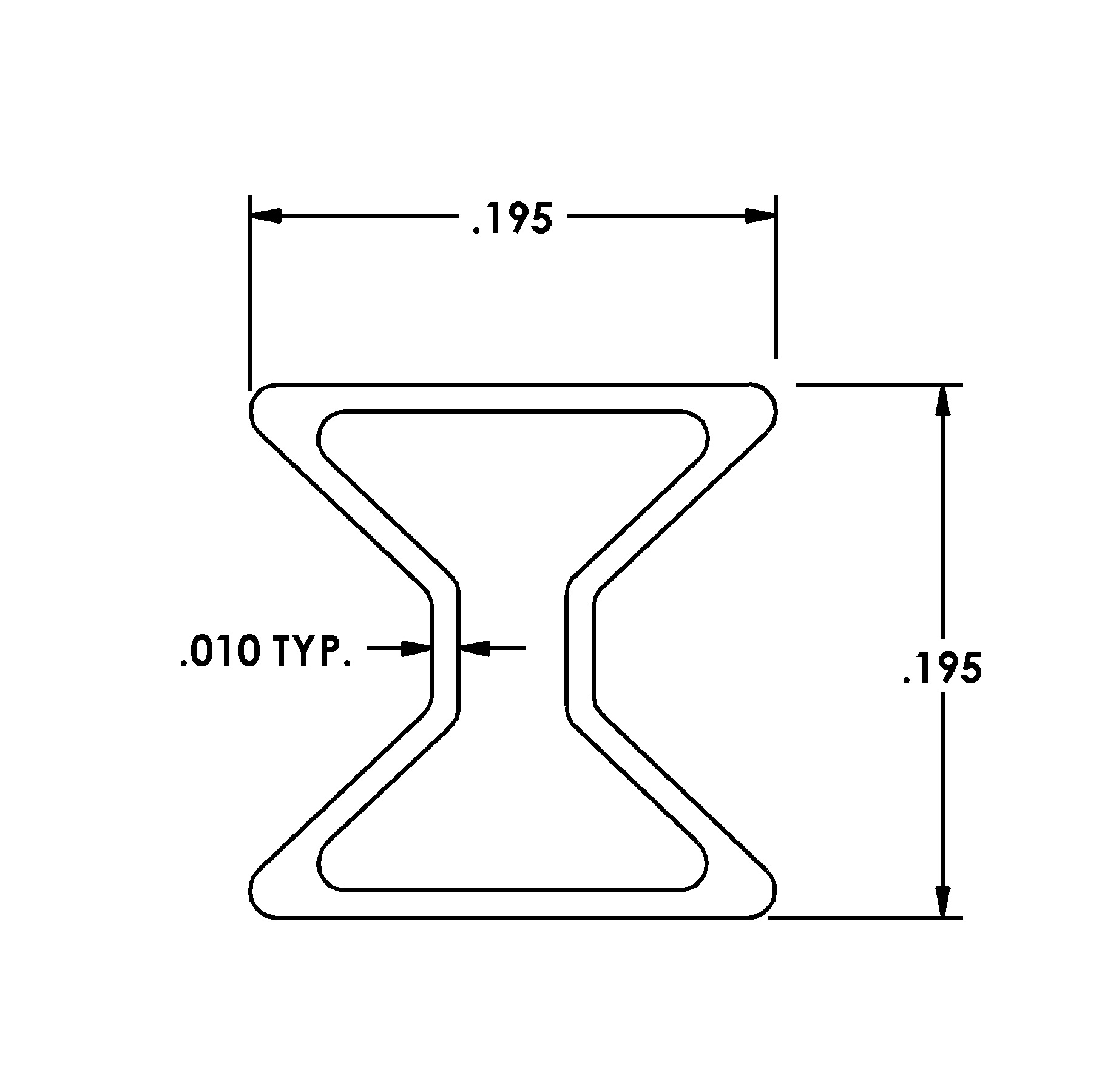
3003 alloy is the easiest alloy to extrude because due to the low percentage of alloying elements. The thinnest wall we’ve ever extruded is below. Our tooling vendor, as well as our team, were convinced that the aluminum extrusion die would fail before the aluminum flowed through the die due to the extremely thin walls. In fact, the design was so thin that we only experimented with the die because the design engineer worked for a good customer of ours. It serves as a reminder that even the experts are wrong occasionally!
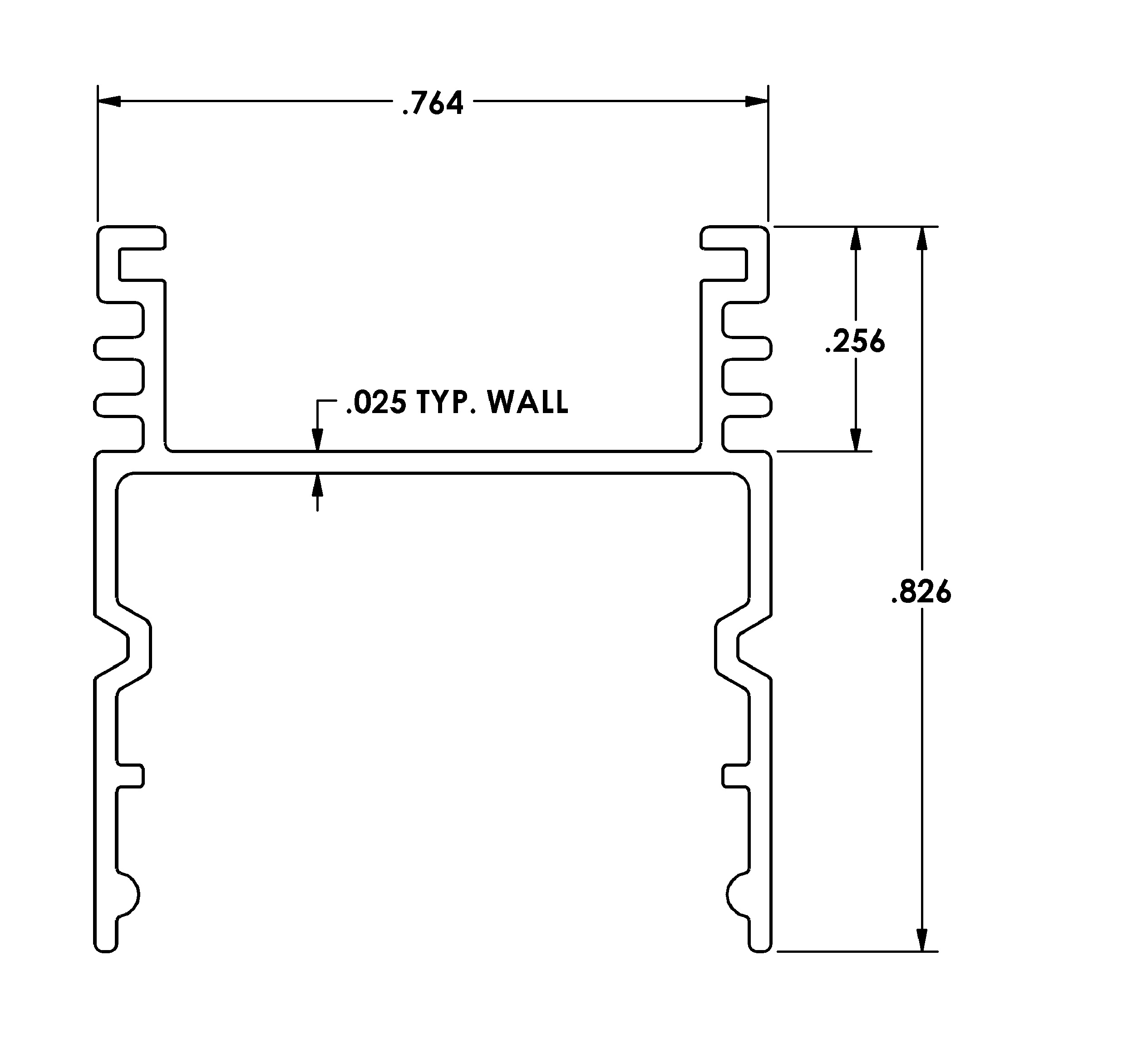
The overall size of the part plays an important role in determining the minimum wall thickness we produce. The part show below is extruded every month. The alloy required of the part shown below is 6063. Our rule of thumb above states that .025” is the minimum we can extrude using alloy 6063. However, if this design was 3″ tall by 3″ wide we could not produce it with a .025″ wall. The additional surface area would be too great to overcome and the aluminum would not flow through the die. Conversely, if the part measured .500″ tall and .500″ wide we would be able to extrude the shape in alloy 6063 with a .020″ wall thickness.
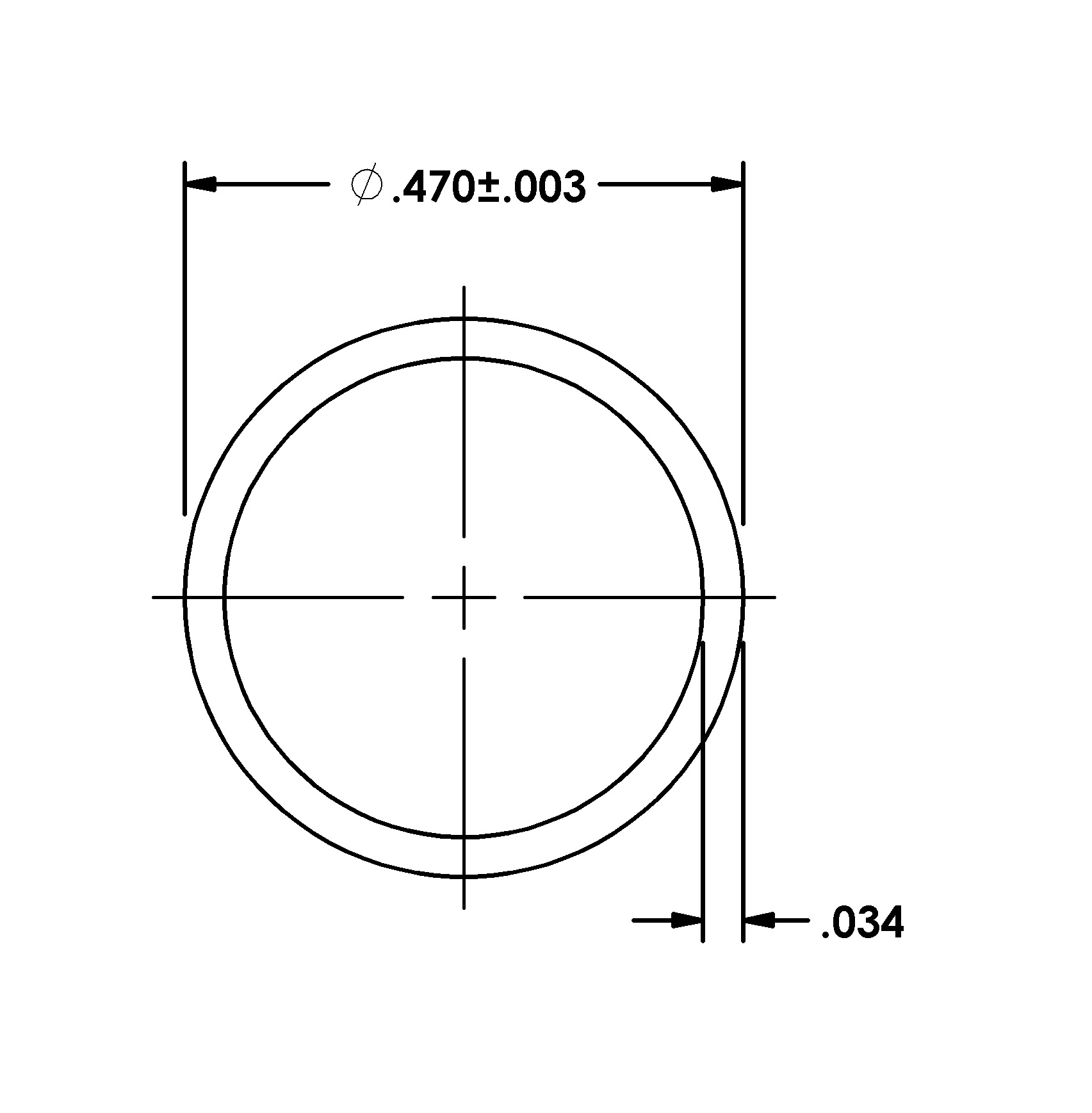
Alloy 6061 is the most difficult alloy for us to extrude. It has the highest mechanical properties of the alloys we regularly produce. It is specified in many Aerospace, Medical and Industrial extrusions we produce. An example from the medical industry is below. We use an extrusion die with a unique design and patented coating, which allows us to push the 6061 through the tool and create the tube used in the medical device industry shown below. A solid design, such as a .500″ by .500″ 90-degree angle would be much easier to extrude with this alloy and wall thickness requirement.
To find out more about the alloys we produce and aluminum extrusion design tips visit our website or call us today. Profile Precision Extrusions would love to help with your unique challenge!