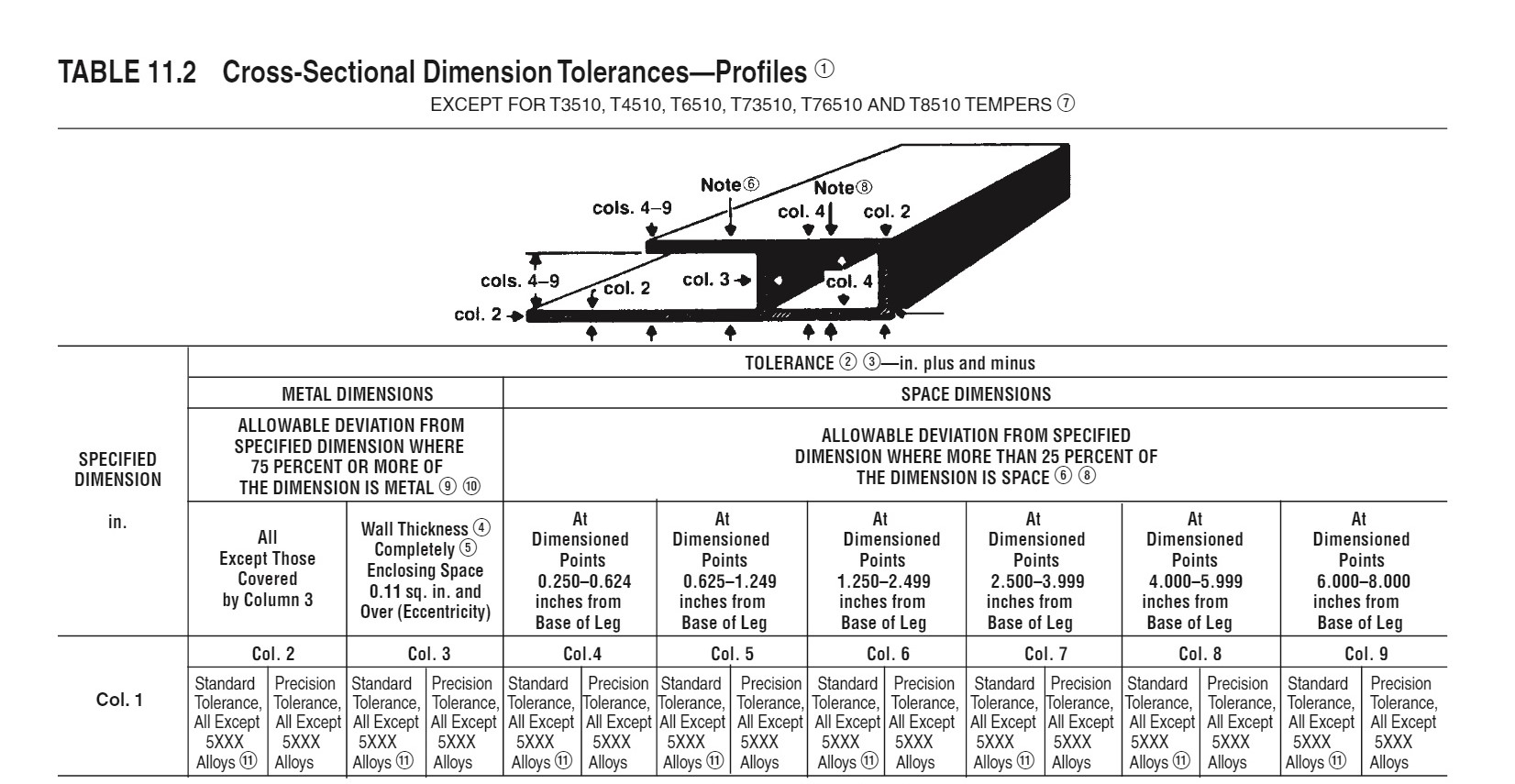
If you were to look up the definition of a miniature aluminum extrusion, you’d be hard-pressed to find it, even in the Aluminum Association Standards and Data, the extrusion industry’s largest and most comprehensive publication. Should one consult the publications’ section 5 Terminology, you would find the definitions of “Mike Mark” and “Mismatch” but no entry or definition of Miniature Aluminum Extrusion. Delving further into the publication, section 11 is titled “Wire, Rod, Bar, Profiles – Extruded.” The closest the publication comes to mentioning miniature extrusions is in Table 11.2 Cross Sectional Dimensional Tolerances, shown below. There we find “precision” tolerances:
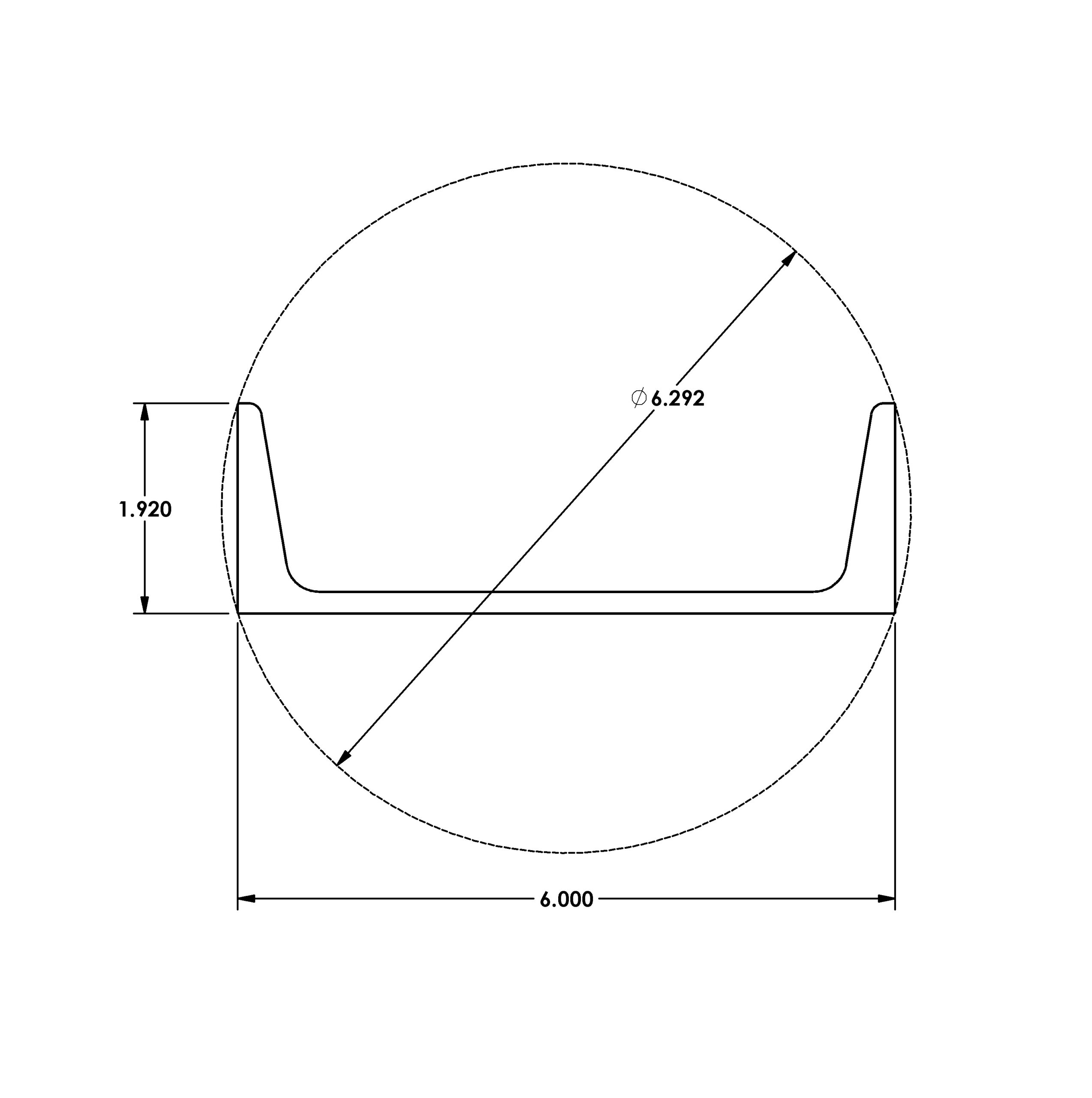
Extrusion presses in the U.S., that are larger than 5” are used to produce a wide variety of parts with industry tolerances, require a minimum order of thousands of pounds. This is an example of a commercial extrusion:
PPE Defines Miniature Extrusion
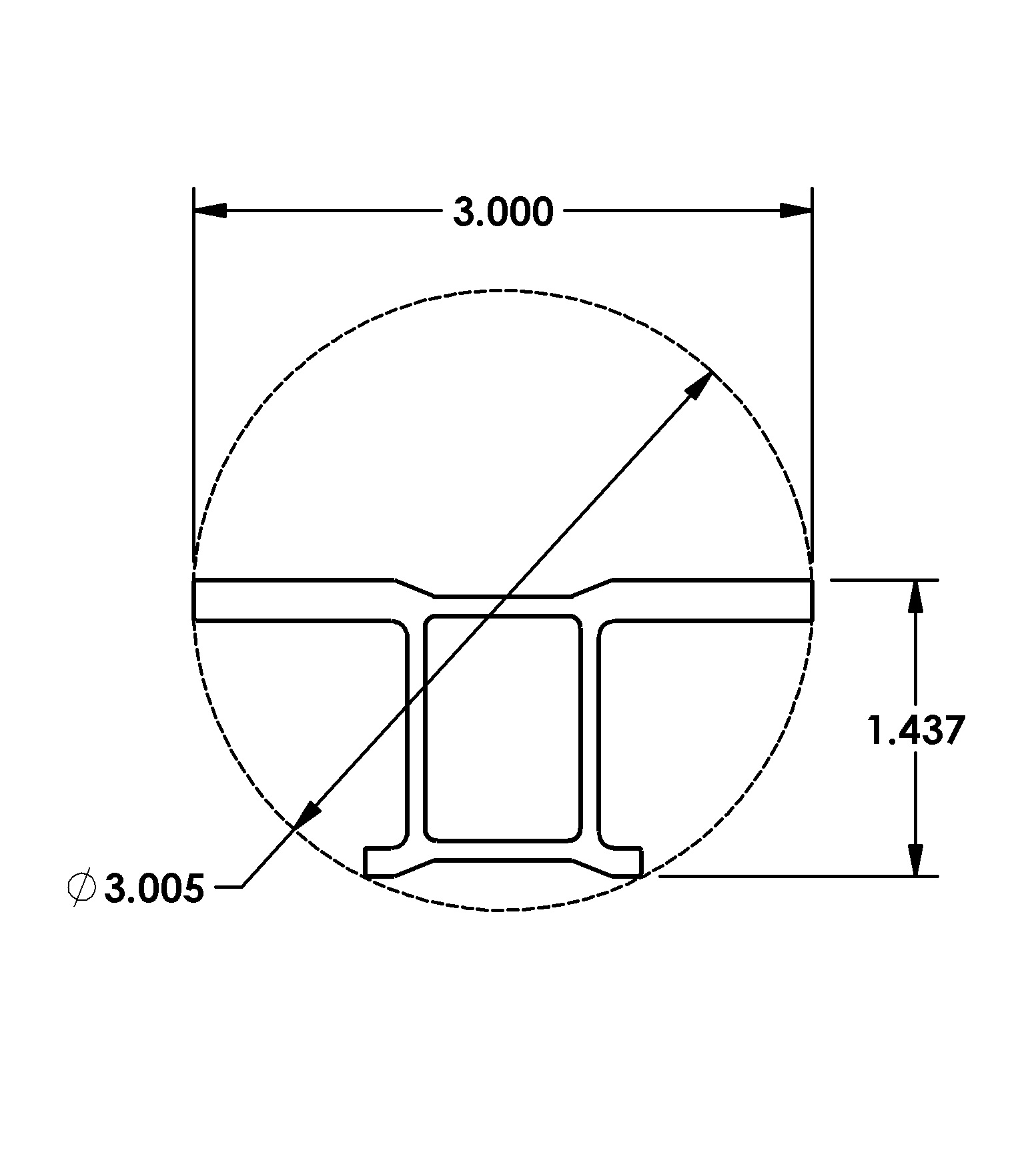
What is a miniature extruded aluminum shape, or miniature extruded tube, if the industry publication doesn’t define it? A very broad definition would be any aluminum extrusion or tube that fits in a 5” diameter circle (i.e. a 5” press). The parts generally also have “precision” tolerance(s) required. In the example below, the part fits in a 3” circle and requires much better than industry standard for straightness and twist.
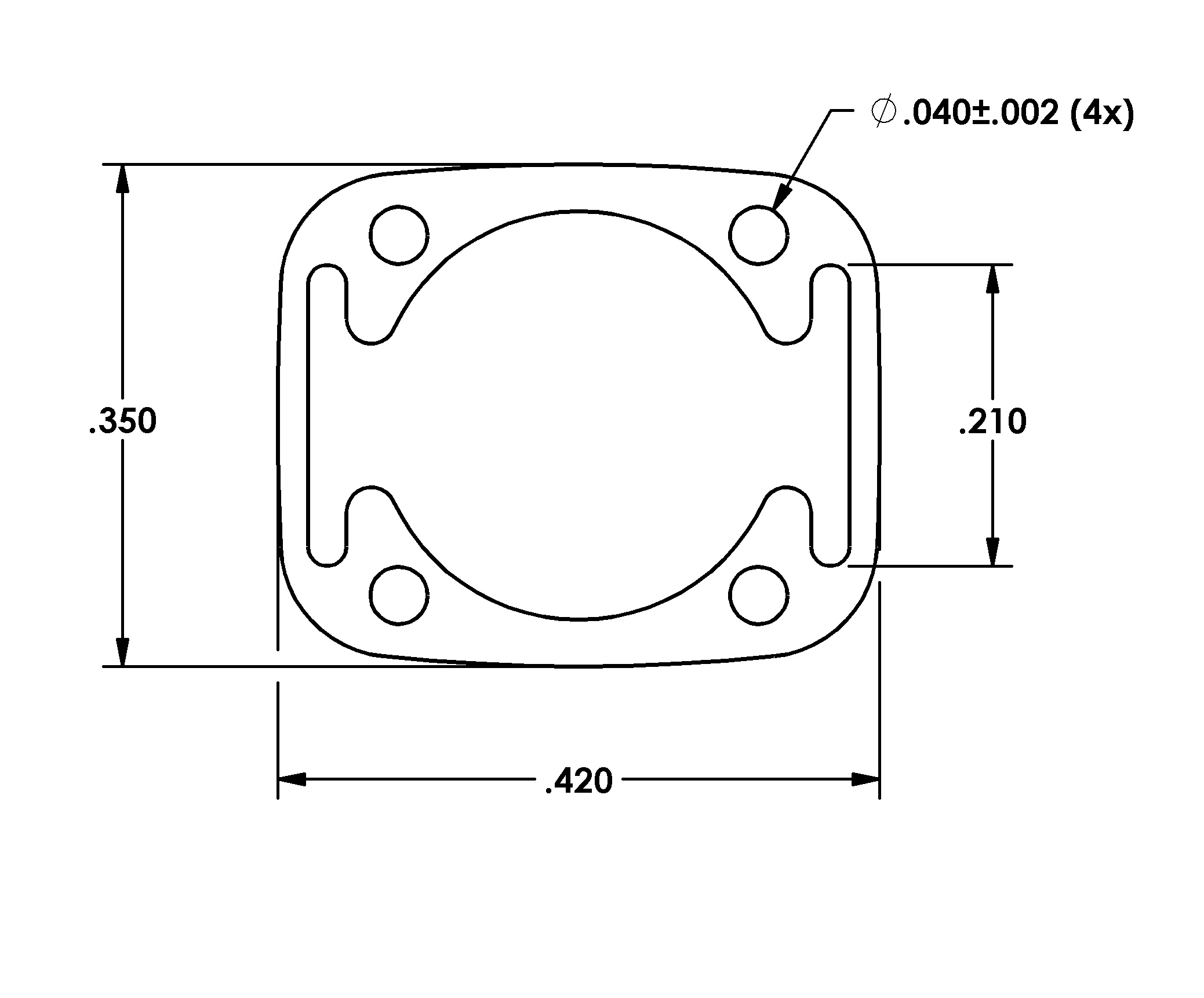
Smaller aluminum extrusions with multiple voids are also made possible in aluminum extrusions fitting into a 1” diameter circle. The example below is especially challenging due to the precise location of the .040” diameter holes the designer required. For miniature extrusions of this complexity the aluminum alloy selection becomes important. Alloy 6063 was the choice for this shape. It’s easier to feed through the die and have it flow around the 5 mandrels forming the voids than it is with other common 6000-series alloys.
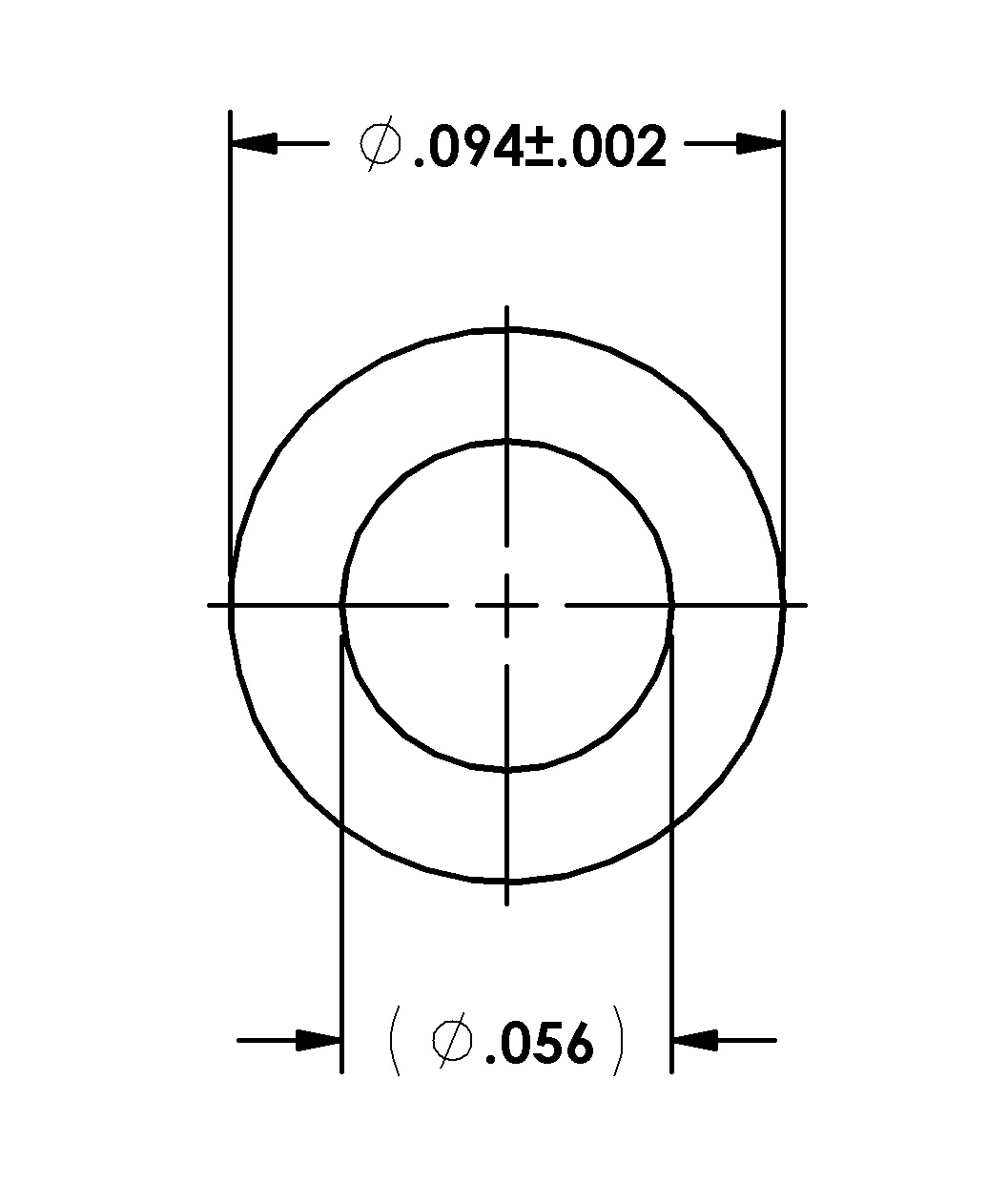
The smallest miniature extrusions fit in a circle less than .100” in diameter. They require uniform wall thickness and a simple geometric design and specialized tooling is also necessary. Rather than H13 tool steel, the specialized tooling is made using a powdered metal process and depositing specially developed coating on the surfaces. The coating helps the aluminum flow through the die and resist wear. Alloy choice is again important as the 1100 and 3003 are the easiest to push through the die and are also the most readily available.
As you can see from the examples, miniature aluminum extrusions come in all shapes, sizes and complexities. Profile Precision Extrusions has been producing miniature aluminum extrusions for over 25 years. Our customers continue to challenge us to make smaller, thinner, more complex designs. If you have a miniature aluminum extrusion design, we’d love to help you. To find out more about how we can help, the alloys we produce, or aluminum extrusion design tips visit our website or call us today. Profile Precision Extrusions would love to help with your unique challenge!