In our last blog we described how structural, or porthole, tubes are formed during the extrusion process. Structural tubing has weld seams that are a result of the extrusion billet separating as it enters the extrusion die, then fusing back together forming a tube as the aluminum exits the extrusion die. Later this year we will begin to offer another form of extruded aluminum tubing: Seamless.
Profile Precisions’ new 5” extrusion press is equipped with a piercer to manufacture seamless tubing. The billet used to manufacture a seamless tube does not separate during the extrusion process. Seamless extruded tubing is used for applications that require hydraulic pressures, severe forming, high uniform strength, and more uniform cosmetic appearance after anodizing.
Industries that rely on seamless tubing would be those involving high pressure and strength as seamless tubing has no weld seams which can be a source of weakness. Some examples of products manufactured from seamless tubing are aircraft hydraulic lines, aircraft seat frames, softball and baseball bats, truck and SUV drive shafts, and CNG cylinders, to name a few. We offer a variety of shapes and sizes to accommodate the varying needs and applications of the seamless extruded tubing.
The process of producing seamless extruded tubing is illustrated below:
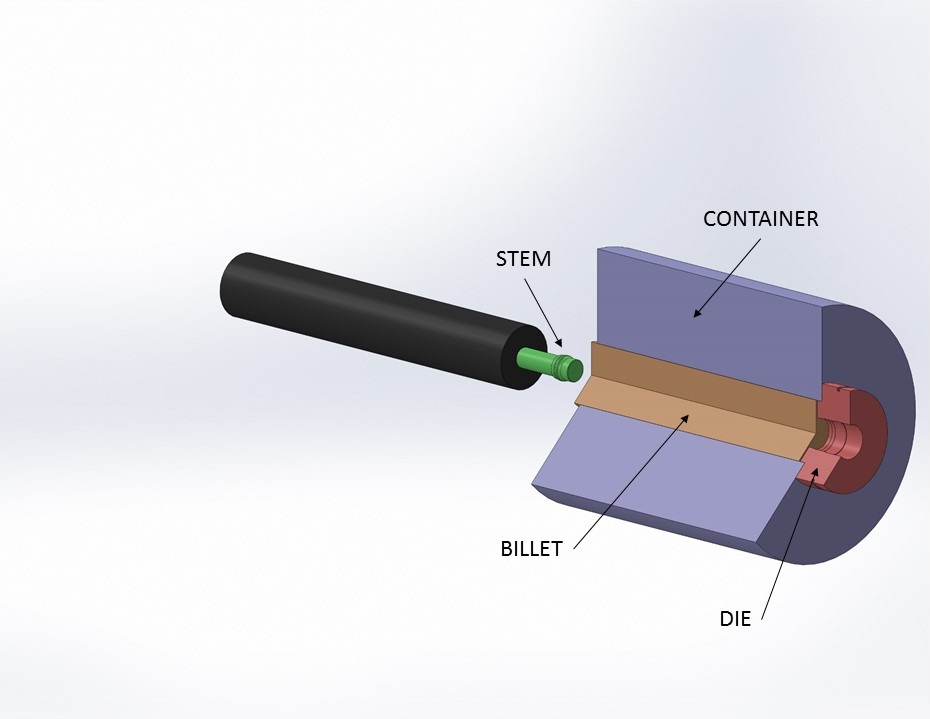
A billet (our raw material) is heated and placed into the extrusion press.
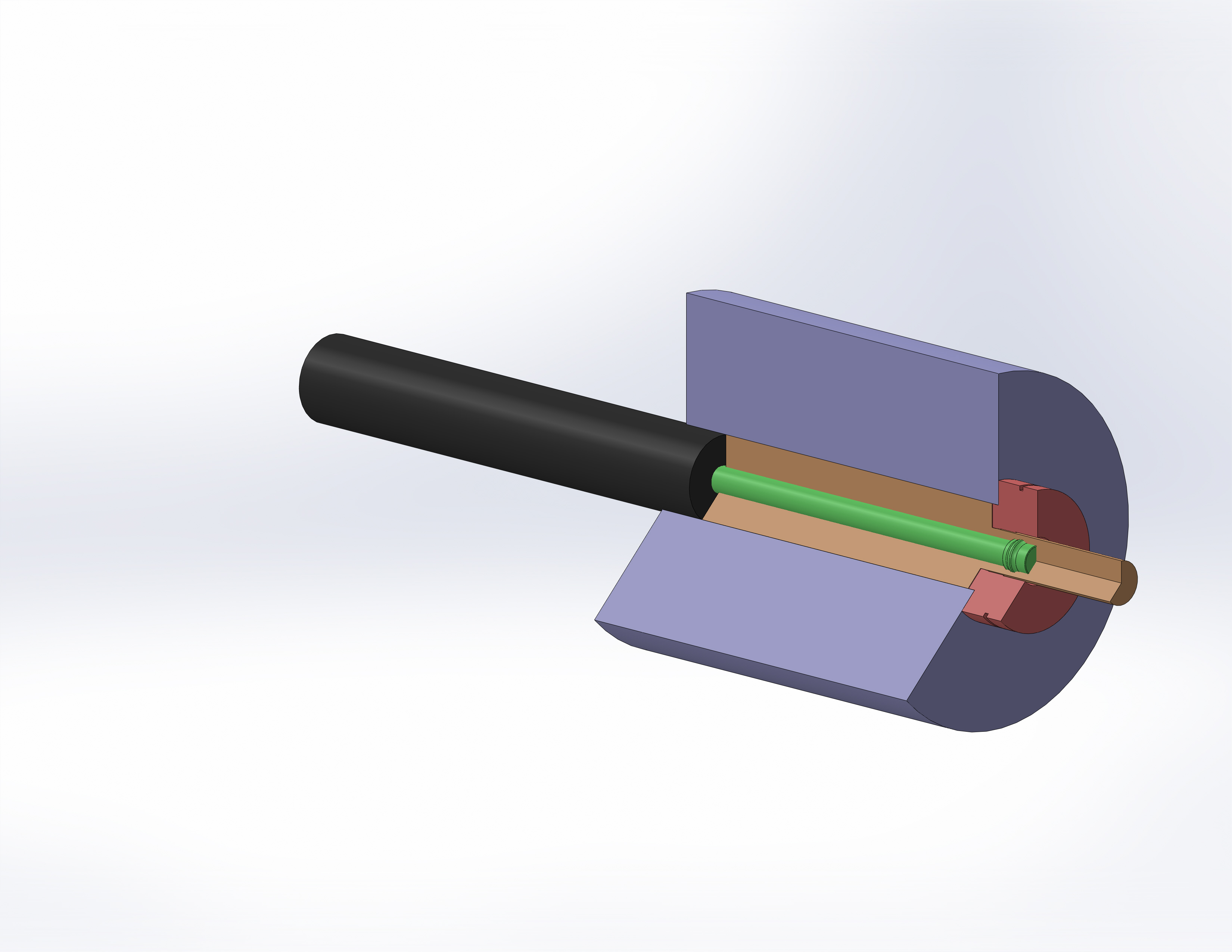
To manufacture a seamless tube, the billet is then pierced with a mandrel. The tip of the mandrel forms the ID of the tube.
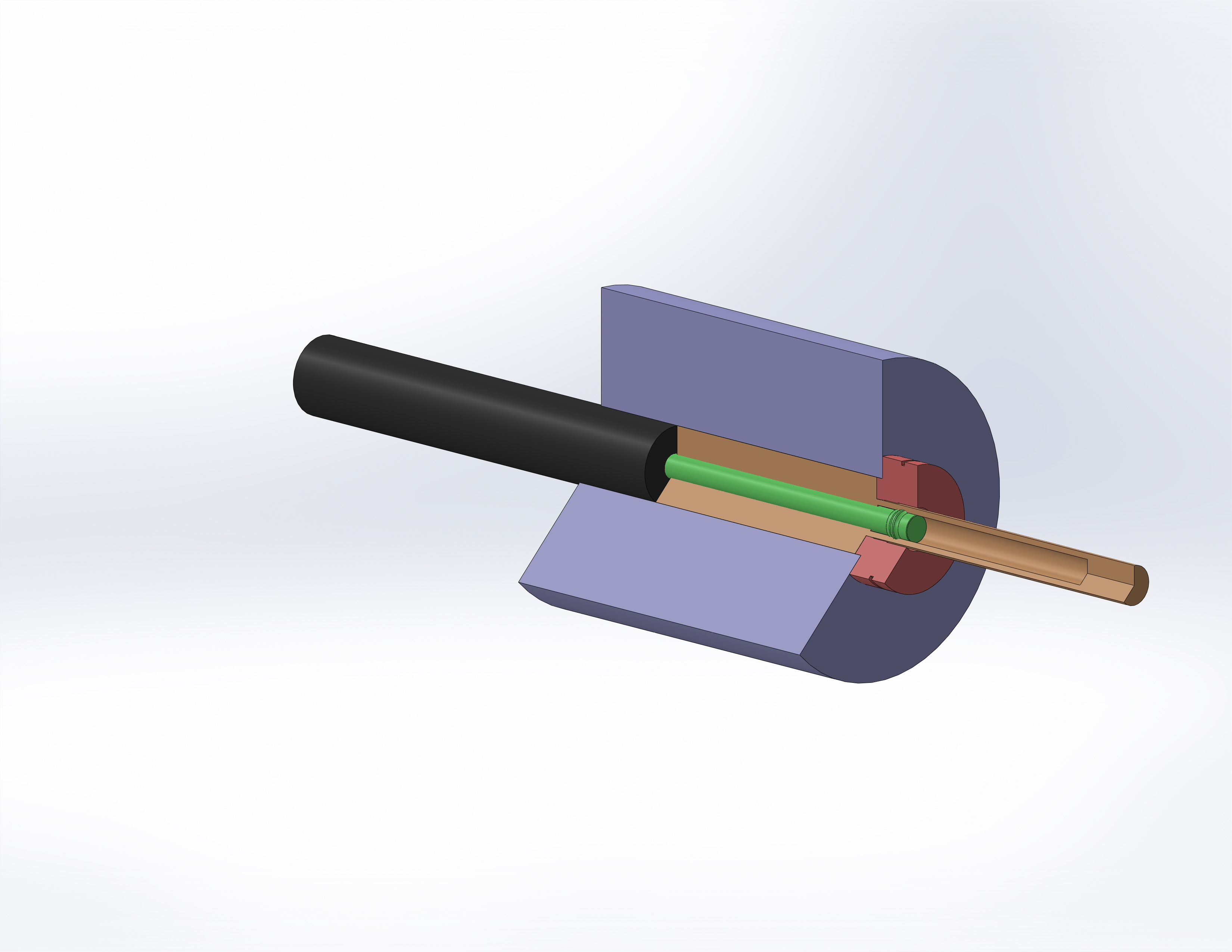
The ram then pushes the billet forward and the aluminum flows between the OD die and the ID mandrel forming a tube without seams.
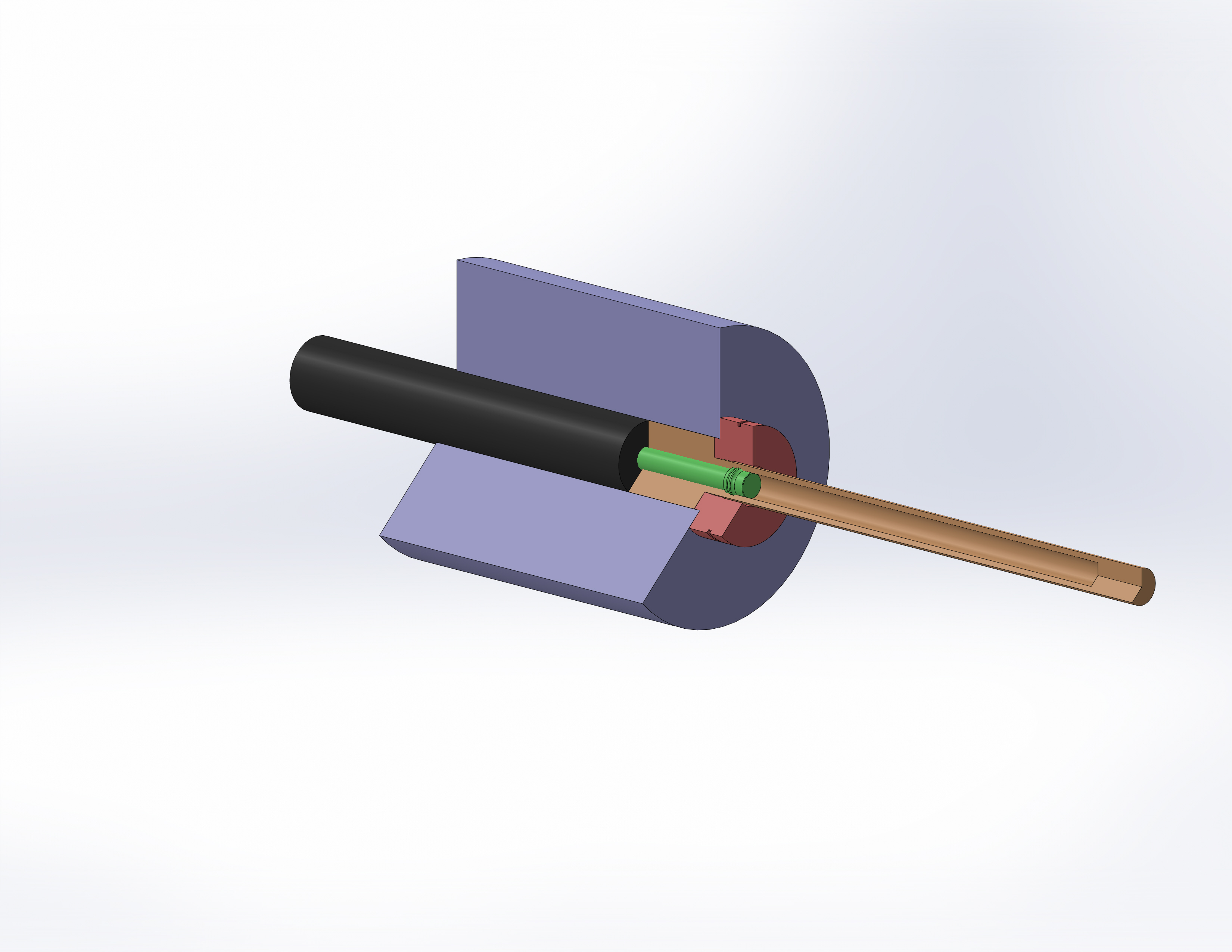
The formed tube exits the extrusion press.
Profile Precision Extrusions currently offers tubing in a wide variety of alloys and tempers. Call us today with your unique challenge, we’d love to help!